2020. 4. 21. 02:43 3D 프린터 제작 과정
넥솔 3D 프린터제작 과정 비하인드스토리 1
넥솔 3D 프린터
제작 과정 비하인드스토리 1
참고로 이 글은 광고 목적보다도 그동안의 과정들을 정리해보면서 저 나름의 경험과 생각들을 정리해 보려고 올리는 것입니다.
혹시 이 내용이 어떤 분에게는 조금이라도 도움이 되실까 하는 생각도 해봅니다.
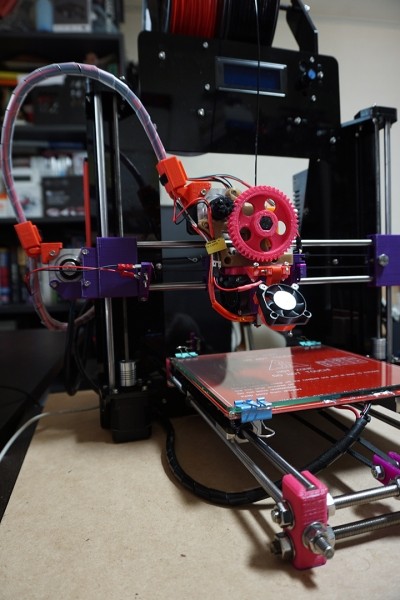
제가 처음 접한 프린터는 푸르사방식의 D I Y 프린터였습니다.
여러 가지 출력해보며 공부가 많이 되었지만 기본적인 구조의 한계가 있더군요.
베드가 움직이는 방식이라 느리게 출력하면 어느 정도 나오긴 하는데 진동과 냄새에 의한
스트레스가 많았습니다. 그래서 기본 적당한 가격대에 장시간 문제없이 안정적으로
사용할 수 있는 프린터가 없을까? 소음과 냄새도 덜나 게 할 수 없을까?
초창기 3D 프린터 제작 업체의 경우 사용자의 여러 가지 A/S 부분을 다 감당하지 못하여 문을 닫는 경우를
종종 보았습니다. 그때 당시 아직 3D 프린터에 대해 많이 알려지지 않아 일반 가전제품 같은 느낌으로 구입했다가 쉽게 적응하지 못하고 계념 자체도 이해 못한 상태에서 구입해서 적응하지 못한 경우가 많았습니다.
프린터 부품이 구동부까지 프린터로 만들면 분명 시간이 지나면 내구성이 떨어질 텐데 최소한의 금속 설계로
만들면 될 텐데 아쉽다. 이런 생각이 많았습니다.

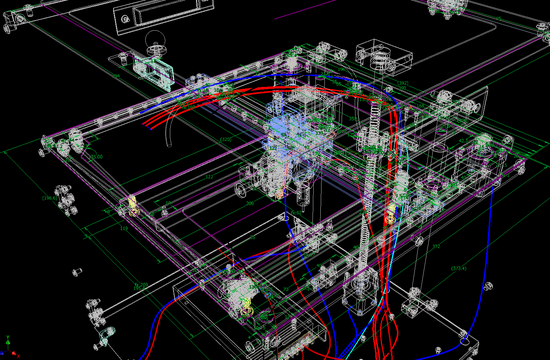
그래서 원하는 프린터를 직접 설계를 시작한 게 벌써 몇 년 전이군요.
전 설계 전공자가 아닙니다. 필요에 의해서 3D CAD 툴을 급하게 독학하고
스케치를 기준으로 기능을 하나씩 배우면서 설계를 시작했습니다.
설계자가 여러 가지 상황을 고려하면서 MCT 금속가공이 가능하도록 만드는 것이
그쪽 일을 해보지 않고서는 힘든 일이긴 합니다. 설계치수가 0.1mm만 틀려져도 여기저기 조립이 안되는 상황이 발생합니다. 금속 가공시 공차를 모르면 가공업체와 마찰이 발생할 수 있고 추가 비용이 발생할 수 있습니다.
특히 철판 절곡시에는 업체마다 가공기계가 틀려서 약간씩 공차가 다르게 발생합니다.
이런 부분은 사전에 가공 업체와의 지속적인 협의가 필요합니다.
가공은 어차피 사람이 하는 일이라 CAD 데이터를 실수하는 부분도 있습니다. 저도 경험한 부분이고,
그나마 저는 예전에 금속 가공 경험이 있어서 인간적으로 이해하는 것도 있지만,
제작 진행이 있어 사람과의 관계가 참 중요한 것 같습니다. 견적 진행한 업체만 해도 여러 번이고
결국엔 인맥으로 잘하신다는 분 소개로 분체 도장까지 깔끔하게 진행해주셔서 다행히 1차 분량을 마무리하게 되었습니다. 전 가공 일을 오래 하진 않았지만 이후에 3D 컴퓨터 그래픽 분야에 몸담았었는데 지금 생각해보면 그 때문에 빠르게 적응한 부분도 있고 여러 가지 좋은 경험이 된 것 같습니다.
3D 프린터가 뭐 거기서 거기 아냐?
중국산 프로파일로 만든 이것도 잘 나오는데 비싼 걸 왜 써~
뭐 그렇게 생각하시는 분도 있겠죠.
하지만 실제 사용해보면 구조에 의한 진동이 상당한 편이고 정비성이 떨어지면 애물단지가 따로 없습니다.
아 3D 프린터가 원래 그런 것이구나 하고 점점 관심에서 멀어지고
먼지만 쌓인 채 방치하다가 매물로 나오는 루트인 것 같습니다.
다른 프린터를 직접 경험하지 못한 경우가 대부분이라 그냥 사용하는 경우도 많이 보입니다.
하지만 용도에 따른 차이는 있다고 생각합니다.
그냥 경험해 보시는 분이라면 초저가형 9만 원짜리 프린터도 있고 5-60만 원부터
수백만 원을 넘어가는 프린터도 있습니다.
넥솔프린터는 기본적으로 조립과 정밀 출력 셋팅이 완료된 상태에서 출고되며,
입문용 프린터라기보다는 기존 저가형 프린터의 단점인 정비성 문제를 보완하여
정밀 출력이 가능한 부분에서 전문가 및 산업용에 더 가깝다고 할 수 있습니다.
이런 내용이 궁금하신 부분은 아래에 주요 특징을 소개를 해드립니다.
넥솔 3D 프린터
NS-200 PRO
넥솔 3D 프린터를 소개합니다.


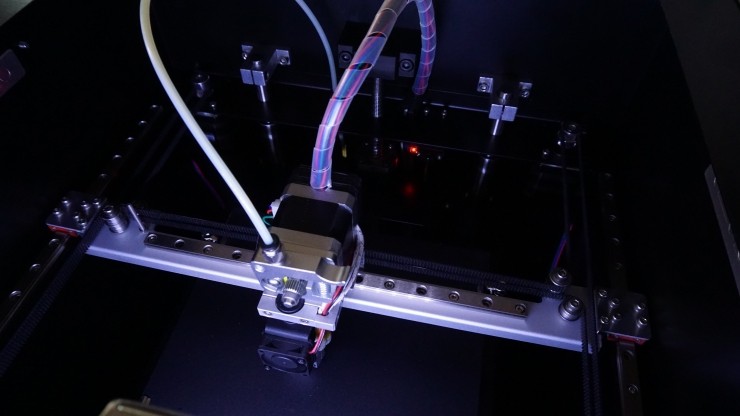
전체적으로 외관은 심플하면서 군더더기 없이 깔끔합니다.
CORE XY 방식으로 X,Y 축 모두 LM 가이드 사용하였으며
Z축은 정밀한 볼스 크루 사용으로 안정성을 높였습니다.
완전 밀폐형으로 냄새와 진동을 최소화 하였고 가정에서도 사용 가능합니다.
기본 콘셉트는 사용자가 쉽게 수리 가능하고 오래 사용해도 안정성이 높은 프린터를 설계하려고 오랜 시간
고민을 많이 하였고, 구동부의 모든 부분에 금속부품을 사용하고 장시간 사용하여도
텐션에 문제없는 GT 벨트 고정 방식으로 설계하였습니다.
기본적으로 타이밍벨트 내부에는 철심이 들어가 있어서 절대 끊어지지 않습니다.
그래서 벨트 끝부분의 체결 디자인이 중요합니다.
당겨질수록 단단하게 고정되는 넥솔 프린터만의 벨트 매듭 볼트 고정 방식입니다.
벨트 펀징 X , 케이블 타이 X, 출력파츠 X
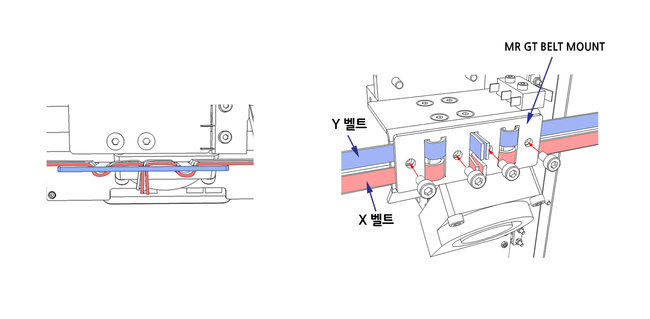
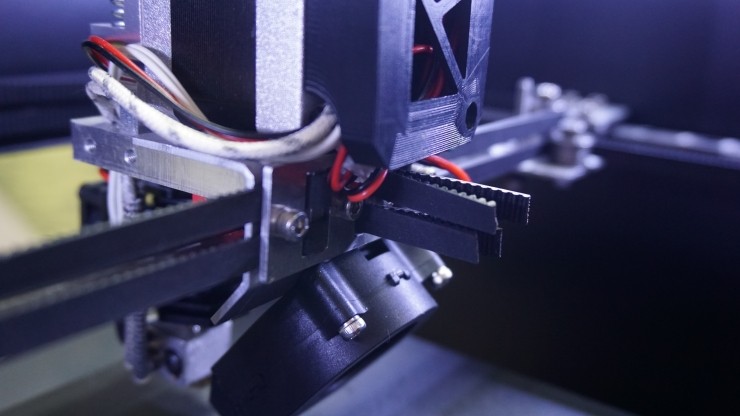
벨트 끝부분을 깔끔하게 정리할수 있습니다.
그동안 여러가지 문제점을 파악하려고 한동안 출력 팜으로 사용했는데 이제는 상당 부분 안정화되었고,
완벽한 제품은 없다고 생각하여 계속해서 연구해보고 업그레이드 해가고 있습니다.
3D 프린터가 다 비슷해 보이지만 세부적인 설계 차이에서 많은 문제점이 다양하게 발생합니다. 약간의 텐션 차이에서도 출력물이 달라지고 와블이 발생하고 오랫동안 사용하다 보면 별의별 일이 다 생기는 것이 3D 프린터이며 헤드가 움직이며 노즐을 쌓는 방식인 FDM 의 특성상 기본 진동이 발생하는 부분은 어쩔수 없는데, 설계상 이부분은 얼마나 최소하하며 문제 발생 시 즉각적인 정비가 가능하도록 만들어야 합니다.
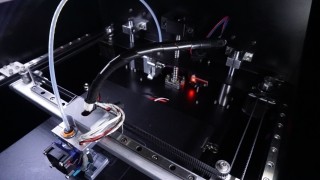
움직임이 많은 X축의 메탈부분을 알루미늄 절곡형태로 상당희 경량화 하면서 빠른 출력이 가능하며
구조적으로 LM가이드의 볼트가 동시에 체결되어 아주 견고합니다.
메인에 보이는 부품이라 샌딩 아노다이징 마감처리로 가공시 보이는 잔기스도 없으며 외관이 미려합니다.
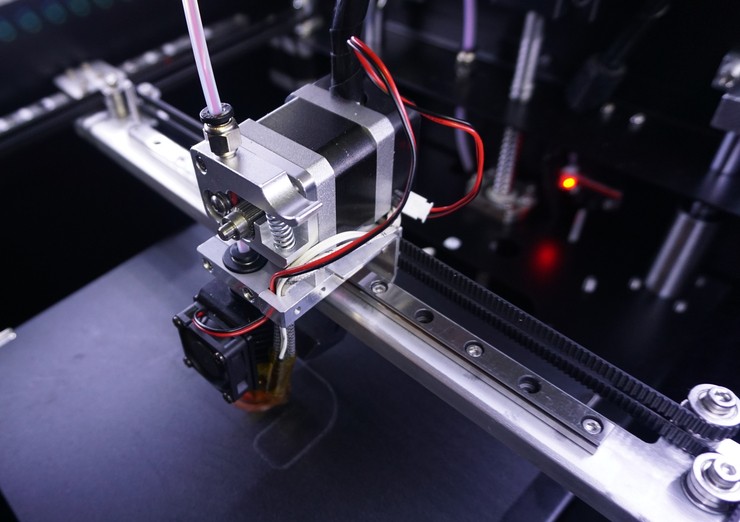
또 하나의 특징적인 차이점이라고 한다면 헤드를 더 가볍고 빠르게 할수 있는
보우덴 방식으로 변경해서 경험해볼수 있는 것입니다.
직결식과 보우덴은 장단점이 공존합니다. 자신이 맞는 방식을 선택할 수 있습니다.
플랙시블한 소재나 필라멘트 변경이 많은경우 직결식이 안정적입니다.
헤드를 극도로 가볍게 해서 와블이 전혀 없이 정밀하게 출력하고 싶을때 보우덴 변경이 답이지만
필라멘트 변경시에 정비성은 떨어집니다.

보우덴 변경상태 별도의 출력파츠로 선정리를 해줍니다.
'3D 프린터 제작 과정' 카테고리의 다른 글
| 볼 스크류 (0) | 2018.07.09 |
|---|








